
Industrial robots have changed many of their characteristics during these last years, enabling the evolution of the automation technology, from the typical robotic applications where the robot is fully surrounded by a peripheral fence system, to the most advanced “cobots” available in the market.
Today we can find robots working hand in hand with the operator to carry out manual tasks. In order to achieve such direct cooperation between human and robot, the main challenge has been to improve the safety systems beyond light curtains or safety switches, ensuring the coexistence of worker and robot in the same workplace in the best safety conditions, and also improving production times and the operator’s ergonomic conditions.
This collaborative scenario has been possible partly thanks to the evolution of the safety devices and control systems during the last 10 years. Artificial Vision systems that can detect the operator’s approach, safety skins to avoid collision with the operator or force and torque monitoring to reduce the impact force represent the state of the art of the safety technology that make possible the last generation of robot applications: human-robot collaboration (HRC) applications.
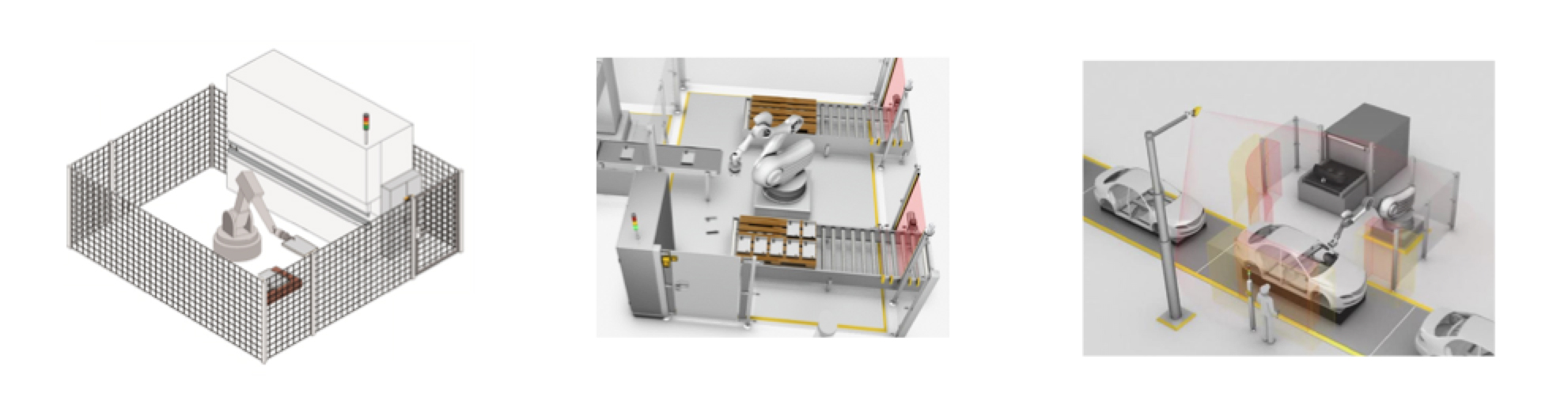
Figure 1: Evolution of safeguarding models for robot cells
Since this new era of industrial robots has already started, standards must also be adapted to new requirements and validation methods must be developed to ensure that the collaborative work between robot and operator is carried out in safety conditions and the best environment. These measures will make possible the “CE” marking of such machinery.
To support in this task the well-known standards EN ISO 10218 “Robots and robotic devices – Safety requirements for industrial robots” (parts 1 and 2), the technical specification ISO/ TS 15066:2016 “Robots and robotic devices – Collaborative robots” has recently been launched. It complements and details more deeply the safety requirements for HRC, becoming an essential reference not only for the design of the robot application but also for its validation.
The technical specification introduces new terms, e.g. “quasi-static contact” and “transient contact”, focusing on the two types of impact that the operator could suffer while working. If the operator’s body can be clamped between a moving part of the robot system and another fixed or moving part of the robot cell we are talking about a quasi-static contact, if the impact doesn’t result in a trapped limb and the operator can retract it is considered a transient contact. Risk reduction measures could be different depending on the impact type. This is just an example of how important the ISO/TS 15066 is when performing the risk assessment stage.
The technical specification also details the four methods for collaborative operations already introduced by the EN ISO 10218 standards. That is, (1) Safety-rated monitored stop, (2) Hand guiding, (3) Speed and separation monitoring (SSM) and (4) Power and force limiting (PFL), this last one being the most interesting and challenging, since it allows the most direct interaction between robot and operator.
In order to achieve a reliable behavior of the robot when robot and operator are sharing the same workspace, the safety related part of the control system must fulfill de requirements of the standard regarding the architecture of the circuits and the software (imbedded soft and user application). The safety control part must achieve at least Performance Level (PL) d and the architecture shall comply with category 3. The treatment of the external signals that come from safety devices such as electro-sensitive protective equipment (e.g. light barriers) is considered as critical as the positioning of such devices. Note that the technical specification provides the formulas and references (EN ISO 13855) to be taken into account in order to calculate the safety distance. The calculation of such safety distance is essential in case of developing the collaborative method Speed and Separation Monitoring (SSM), based on tracking the distance between the operator and the hazardous zone.
Of course other safety aspects, such as mechanical hazards, ergonomics, or electrical and pneumatic hazards must be also considered. So it is essential to carry out a risk assessment to evaluate collaborative applications and to propose adequate risk reduction measures.
Once the robot cell is assembled, the compliance of requirements must be validated and checked. The checklist in annex G, attached in the EN ISO 10218-2 is a good approach to validate that the application conforms to the safety requirements of the industrial robot standard. In case of validating a collaborative application with robot using the Power and force limiting (PDL) method, the ISO/TS 15066 annex A “Limits for quasi-static and transient contact” must be considered. This annex provides a body model and charts where the maximum force collision that can be acceptable for each body part is shown, in the framework of the application.
Measures of the collision forces must be taken and compared with the chart A.2 in the ISO/TS 15066 to ensure that the values don’t exceed the threshold detailed in this chart. This task shall be done before the “CE” marking of the robot cell.
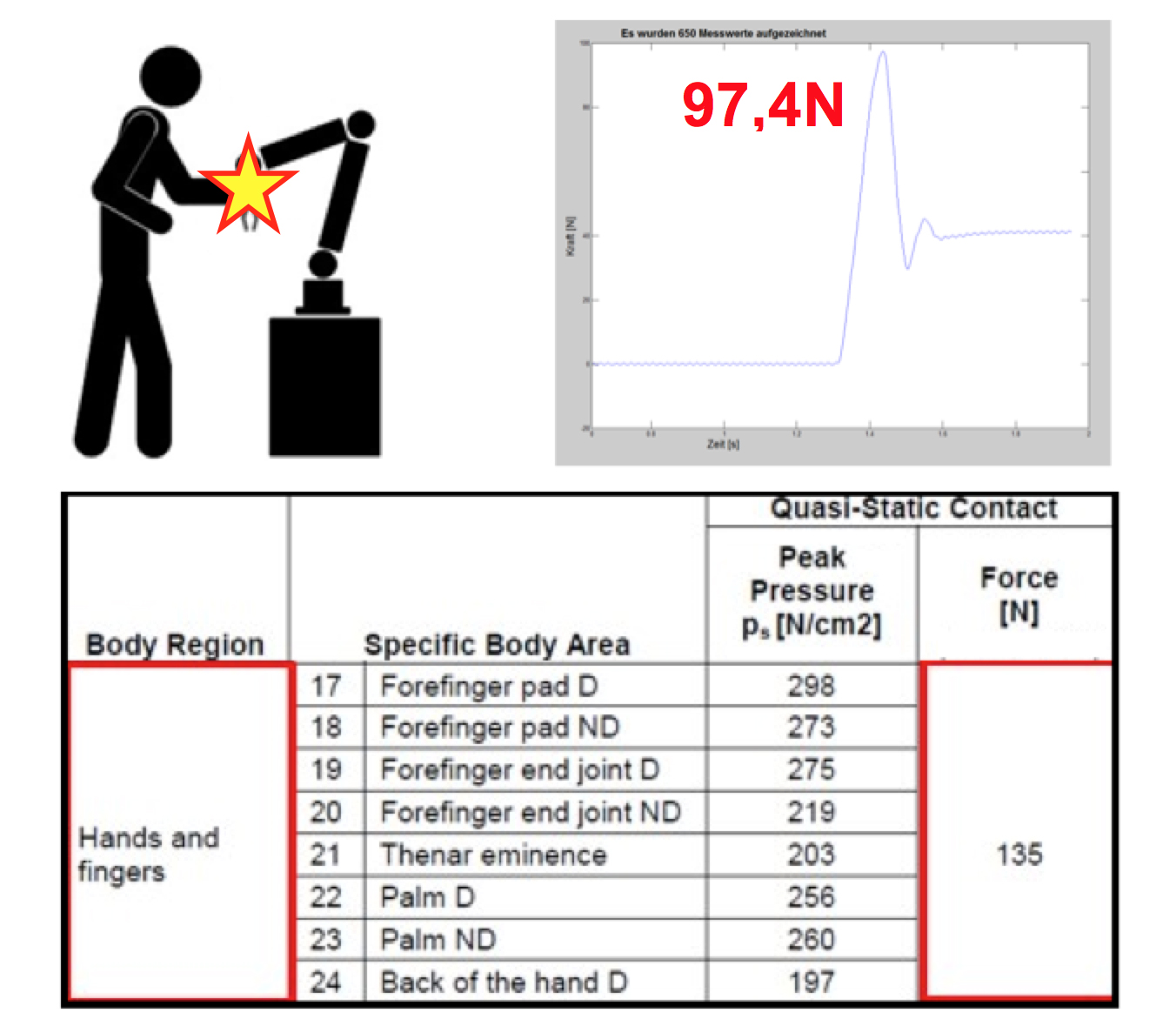
Figure 2: Quasi-static impact force measurement for upper limbs.
Table extracted from ISO/TS 15066
Constant improvement of standards and regulations enables a scenario where human and robot share the workplace in safety conditions. To be capable to apply and validate the collaborative method requirements is indeed a new challenge for safety engineering. That’s one of the reasons why being part of the project FourByThree represents an exciting challenge for Pilz as experts on safety services and safety systems.